

![]()
- Q1.1 :パーツフィーダーの導入を考えているのですがコストを低く抑えたいのですが。
- A1.1: 下記の方法でコストダウンに努めています。
- 1.お客様のご予算に合った部品をご選択いただくことができます。メーカー各社が販売している駆動部、コントローラー、センサーまたボウルなどの価格はそれぞれ異なり幅があります。その中からご予算に合ったもの、かつご使用条件により適した機種をご紹介しています。お客さまにて販売店から直接ご購入いただいた部品を弊社にご支給いただくことも可能です。この場合、弊社による中間マージンが発生しません。
- 2.シンプルなつくりによるコストダウンボウル及びシュート加工は可能な限り複雑ではなく、よりシンプルなつくりを心がけています。これにより設計日数や部品点数、製作日数を極力少なくし、コストパフォーマンスに努めています。
- 3.部品をお客様にてご支給いただくことができます。お客様に未加工のボウル、使わなくなった架台、遊休機器のパーツフィーダー、リニアフィーダー、コントローラー、ホッパー、センサーがある場合は、それらを弊社にご支給いただくことも可能です。ただしご支給いただくものは、ご依頼のワークに適し、ご希望の供給数を満たすことが出来る仕様に限ります。お客様から上記の部品をすべてご支給いただく場合、工賃のみで供給装置一式の製作も可能です(ウレタン、テフロンコーティング、送料などのオプション品は除きます)。弊社にもユースト製品の駆動部、コントローラーの在庫がございます。(格安)アフター保障も行っています。お気軽にご相談ください。・ Q1.3: 既存の駆動部の再利用について
- 4.製品をお客様にて直接お引き取りいただくことができます。ご希望であればお客様が弊社にて製品(完成品)の検収後に製品を直接お引取りいただくことも可能です。この場合、送料はお客様の実費のみとなります。
- さらに…
- 5.既存のボウルを改造する方法・Q2.1: 既存のボウルの改造
- 5.2 ボウルの複製および修復・ Q2.3: ボウルの複製および修復
- 6.1台のパーツフィーダーで複数のワークを併用する方法・ Q1.6: 1台のボウルで、ピン数やホール数が異なるコネクターを併用できますか? ・ Q5.2: シュートを のせかえるだけで異なる長さのコネクターを併用できますか?
- コストダウンの目的で弊社がお勧めする駆動部(またはボウル)より小さいサイズをお考えのお客様へ弊社はお見積もりにおいて、駆動部やボウルのサイズをワークの大きさや形状、性質、能力に適したもの、またはキャパシティーに余裕のあるものをお客様にお勧めしています。弊社がお勧めする駆動部(またはボウル)より小さいサイズをご選択される場合、ワークの詰まりや能力不足などのトラブルが生じる可能性が高くなりますのでご注意ください。
- 関連項目・ Q1.7: パーツフィーダの価格が知りたい ・ Q2.2: 部分的な修繕 / リペアサービス ・全波タイプと半波タイプの駆動部の価格と性能の比較については「 Q4.1: 駆動部の全波、半波とは何ですか? 」で説明しています。・ T4.2: 見積書の中にボウル代の他にボウル加工代が入っているのはなぜ?
- Q1.2 : パーツフィーダーの導入を考えているのですが、他社で「ワークの形状上、メカ選別は出来ない」と断られたのですが。
- A1.2: ワークによって他の選別方法(例:センサー選別など)が可能な場合もあります。また最近の駆動部は性能が向上しており、以前難しかったワークでもメカ選別が行える場合もあります。ぜひご相談ください。
 センサー選別。 メカ選別が出来ないワークの場合などに用いられます。カラー識別センサーを使用すればワークのカラー選別も可能です。
センサー選別。 メカ選別が出来ないワークの場合などに用いられます。カラー識別センサーを使用すればワークのカラー選別も可能です。 - 関連項目・ Q1.4: 小さなワーク、薄いワークの選別 ・ Q1.5: 裏表、前後左右が同じ形状のワークの選別
- Q1.3 : 新規でパーツフィーダーのボウル加工を検討していますが、以前使用した駆動部は使用できますか?
- A1.3: ワークの形状や材質、ご希望の供給能力などの条件によります。ぜひご相談ください。駆動部の板バネ調整が必要な場合もあります。
- 関連項目・ Q2.1: 既存のボウルの改造 ・ T2.1: 部品供給技術用語辞典 ・ Q6.1: バネ調整とは?
- Q1.4 : ワークの直径が3mm、厚さが0.2mmで、表と裏の形状にわずかに違いがあります。パーツフィーダーを使ってこのワークの裏表の選別と向きを一定に揃えて供給することができますか?
- A1.4: ワークの形状や材質、ご希望の供給能力などの条件によります。ぜひご相談ください。半導体チップや携帯電話用の部品など小さな部品や薄い部品の供給用装置にもパーツフィーダーが利用されています。最近の駆動部は性能が向上しており、振動も改善されています。 以前難しかったワークでも選別が行える場合があります。 貴社がご検討されているワークサンプルをお送りいただけるなら弊社にて設計製作の可否をご回答する助けになります。またワークの搬出姿勢、ご希望の供給能力(個/分)も合わせてお知らせくだされば助けになります。
 携帯端末の部品(樹脂製)φ2.6mm 表裏選別あり
携帯端末の部品(樹脂製)φ2.6mm 表裏選別あり 同部品の厚さ 外周部0.1mm、中心部 0.35mm
同部品の厚さ 外周部0.1mm、中心部 0.35mm
- Q1.5 : ワークの形状が表裏、前後左右全く同じなのですが、表裏選別あり、かつ方向性ありの条件でワークを供給することができますか?
- A1.5:ワークの形状や材質、ご希望の供給能力などの条件によります。お気軽にご相談ください。(無料)サンプルワークまたは図面とご希望の供給能力(個/分)、搬出姿勢をお知らせくだされば、製作可否のご回答の助けになります。サンプルは弊社が責任を持ってお取り扱いし、ご返却させていただきます。具体例ワークに表裏や方向性を判別する決め手になる印刷や刻印などがあればセンサー選別が可能な場合もあります。ワークの表裏に色の違いがある場合やワークの特定の箇に凹凸やピンホールがある場合には、カラー選別用のセンサーやレーザーセンサー、エアーブローを併用して選別供給することができる場合があります。
 ワークの形状が裏表、前後左右全く同じワークセンサー選別。 メカ選別が出来ないワークの場合などに用いられます。カラー識別センサーを使用すればワークのカラー選別も可能です。
ワークの形状が裏表、前後左右全く同じワークセンサー選別。 メカ選別が出来ないワークの場合などに用いられます。カラー識別センサーを使用すればワークのカラー選別も可能です。
- Q1.6 :1台のボウルで、ピン数やホール数が異なるコネクターを併用できますか。
- A1.6:コネクターや端子は、極数(ホール数やピン数)が異なっていても同じ種類であれば1台のボウルで併用できる場合があります。ワークの形状や材質、ご希望の供給能力などの条件にもよりますのでお気軽にご相談ください。(無料)サンプルワークまたは図面とご希望の供給能力(個/分)、搬出姿勢をお知らせくだされば、製作可否のご回答の助けになります。サンプルは弊社が責任を持ってお取り扱いし、ご返却させていただきます。
- 関連項目・ Q5.2: シュートを のせかえるだけで異なる長さのコネクターを併用できますか?
- Q1.7 : パーツフィーダの価格が知りたい
- パーツフィーダー1式の製作にかかる費用はどれくらいですか?
- A1.7:設計、製作にかかる費用(※1)はパーツフィーダーのツーリング業者によりまちまちです。またご依頼のワーク(部品)や供給条件により設計と製作日数、材料のコストなどが変わるため、費用は一概にはお答えすることが出来ません。駆動部、コントローラーの価格については"関連項目"をご覧ください。
- 一般的に多くのツーリング業者は、供給するワーク(部品)の仕様や供給条件をお客様にご確認後、お見積りという形をとっているようです。
- 駆動部やコントローラーなどの部品装置の価格も販売店により異なりますが、メーカーの特約店や代理店で販売されている同一の部品装置の価格の相違は前者より小さいようです。※1)パーツフィーダー1式の製作にかかる費用には、駆動部(振動体)、コントローラー、未加工のボウルなどの部品の他に設計、製作、設置に関わる費用や送料などが含まれます。
- 関連項目・ Q1.1: コストを低く抑えたいのですが ・ T3.1: 駆動部・コントローラーの価格
- Q1.8 : ツーリングとは何ですか?
- ツーリングとは何ですか?
- A1.8:部品を整列供給するために装置機器の一部を整形加工することです。(日本部品供給装置工業会)
- 関連項目・日本部品供給装置工業会:http://www.jpf.ne.jp/・ ボウルのツーリングについて
- Q2.1 : 改造できるでしょうか?
- ワークのデザイン(種類・形状)が以前のものと少し変わってしまったのですが、今使用しているボウルを改造して使用出来るでしょうか? 以前のワークとの併用は可能ですか?
- A2.1: ワークやご希望の供給能力、その他の条件によります。お気軽にご相談ください。(無料)サンプルワークまたは図面とご希望の供給数、搬出姿勢、ご使用の駆動部メーカー、機種名、ボウルの形状、サイズ等をお知らせくだされば、製作可否のご回答の助けになります。サンプルは弊社が責任を持ってお取り扱いし、ご返却させていただきます。メリット納期やコストを最小限に抑える、供給能力の向上、ワークのつまりの改善、他のワークとの併用などがあります。現状では、半数以上のお客様が「改造サービス」、「リペアサービス」を利用されています。デメリット「加工済みのボウルの再利用について」をご覧ください。改造例
 改造前
改造前 改造後
改造後
改造前の写真(左)のボウルと比較して改造後の写真(右)のボウルの外周と出口付近がすっきりしています。静電気による影響(ボウルの壁にワークがまとわりつく現象)の対策としてワークとボウルの接触を最小限にするための改造を施しました。また大きさの異なる他のワークも併用できるようガイドレールの幅を調整するための改造を施しました。 この改造によりパーツフィーダーのワーク供給能力が向上しました。また同じ種類で大きさの異なる他のワークの併用も可能になりました。この写真のボウルの改造費用はボウルを新規で製作する場合の1/3です。他の改造例については、製品情報をご覧ください。 - 納期について 納期はケースバイケースです。これには製品完成後のテスト及び配送日数が含まれます。ボウル内面のウレタン加工、テフロン加工をご依頼の場合にはさらに3~7日程度を要します。お急ぎの場合はご相談ください。テスト用にワークをご支給いただく必要があります。他県のお客様でも、弊社にて直接お引き取り、もしくはボウルとワークを宅配便、混載便等で弊社にお送りいただき、弊社で加工を施した後、納品(設置、調整)、もしくはボウルをご返送させていただく方法をご利用いただけます。
- 加工済みのボウルの再利用について加工済みのボウルの外周トラック、回収装置などを取り外して再加工、再塗装することも可能です。但し、アタッチメントや回収装置の取り外しに手間と時間がかかるものは、未加工のボウルを使用した場合より製作コストが割高になる場合があります。ボウルの再塗装については関連項目 Q2.2: リペアーサービスとは?をご覧ください。
- 関連項目・ Q2.2: リペアサービスとは? ・ Q1.1: コストを低く抑えたいのですが ・ 製品情報
- Q2.2 : リペアサービスとは?
- A2.2: ボウルやシュートの破損、欠損、変形している部分のみを元の状態に修復するサービスです。例えば、金属製のワークによりボウルの摩耗した箇所や穴が開いた箇所、作業中の事故などによりトラックが変形した箇所だけを元の状態に修復します。メリット納期やコストを極最小限に抑えることなどがあります。現状では、半数以上のお客様が「改造サービス」、「リペアサービス」を利用されています。保守メンテナンスにも最適です。デメリット老朽化したボウルや駆動部の場合、全体の外観(見栄え)は変わらないなど。納期について納期はケースバイケースです。これには製品完成後のテスト及び配送日数が含まれます。ボウル内面のウレタン加工、テフロン加工をご依頼の場合にはさらに3~7日程度を要します。お急ぎの場合はご相談ください。テスト用にワークをご支給いただく必要があります。他県のお客様でも、弊社にて直接お引き取り、もしくはボウルとワークを宅配便、混載便等で弊社にお送りいただき、弊社で加工を施した後、納品(設置、調整)、もしくはボウルをご返送させていただく方法をご利用いただけます。その他ボウル内面の再加工(剥離、ウレタンコーティング、テフロンコーティング、クロス貼り)各種取り扱っています。下記の"製品情報"で加工例を掲載しています。他県のお客様 → "納期について"をご覧ください。
 ウレタンコーティング旧式の駆動部の板バネによる振動調整、メーカー保障の有効期限切れの駆動部のコントローラーの修理も行っています。詳しくは弊社へお問い合わせください。リペアーサービスの施工例については、製品情報をご覧ください。
ウレタンコーティング旧式の駆動部の板バネによる振動調整、メーカー保障の有効期限切れの駆動部のコントローラーの修理も行っています。詳しくは弊社へお問い合わせください。リペアーサービスの施工例については、製品情報をご覧ください。 - 関連情報・ Q4.7: ボウルの摩耗 ・ Q2.1: 既存のボウルの改造 ・ Q2.3: 既存のボウルの改造 ・Q1.1: コストを低く抑えたいのですが。・Q8.1: ボウルやシュートの表面処理にはどのようなものがありますか・製品情報
- Q2.3: 既存のボウルを複製したい。または修復したいのですが
- 生産ラインを止められません。現在使用しているボウルのスペアーを作って交換できますか。
- A2.3:
- ボウルを丸ごと複製(コピー)する場合、特にパーツフィーダー上でロボットによるワークのピッキングを行う場合に、ワークまたはロボットのチャックの位置だしのため、一度弊社で中一日から最大で1週間ほどボウルをお預かりする必要があります。既存のボウルのご返却後は、生産ラインで通常通りご使用いただくことが可能です。その間,弊社工場でスペアボウルの複製を行います。工事のタイミング(ラインを止めるタイミング)等についてはご相談ください。詳しくは関連情報をご覧ください。
- ボウルを修復(リペアー)する場合の可否は、ボウルの状態などにもよります。納期は工事の規模や難易度によります。既存のボウルのご返却後は、通常通り生産ラインでご使用いただくことが可能です。工事のタイミング(ラインを止めるタイミング)等についてはご相談ください。詳しくは関連情報をご覧ください。
- 関連情報・ボウルの複製や修復工事のスケジュールについて・Q2.1: 既存のボウルの改造・Q2.2: リペアサービス・詳しくはご購入先にお問い合わせください。・アサヒセイキ お問い合わせ先
- Q3.1: ワークの上りが悪い
- A3.1: 様々な原因が考えられます。ここでは4つにわけて対処方法を取り上げます。
- 1.ボウルの表面処理で改善できる場合・ Q8.1: ボウルやシュートの表面処理にはどのようなものがありますか
- 2.ボウルの表面処理ができない場合・ Q7.1: 供給能力が落ちる
- 3. 上の2つの原因が関係している場合・1と2の対処方法をご参照ください。
- 4. 原因や対処方法がわからない場合・ご購入先にお問い合わせください。・アサヒセイキ お問い合わせ先
- Q3.2 : 駆動部の振動にムラがあります。
- ワークが重いためボウル内にあるワークが多い時には振動が弱まります。ボウル内のワークが減ってくると振動が強くなり 選別部分でワークが落ちてしまい供給数が減ります。振動を常時一定に保つことは出来るでしょうか?
- A3.2: 近接センサーと周波数可変式のコントローラーの使用により振動の極端なムラは改善出来るかもしれません。近接センサーを取り付けることによって駆動部にかかる負荷に応じて最適な振動になるように振幅が自動的に調整されます。( 振幅センサーに対応したコントローラーが必要です。)他の要因については下記の関連項目をご覧ください。
 振幅センサー(近接センサー)設置例
振幅センサー(近接センサー)設置例 周波数可変式コントローラー
インフォニアテクノロジー
C10シリーズ
周波数可変式コントローラー
インフォニアテクノロジー
C10シリーズ - 関連情報・ Q3.11: Freqの調整の仕方 1 ・ Q4.2: Freqの調整の仕方 2 ・ Q4.3: 駆動部の振動が弱くなった ・ Q4.4 : 朝方、駆動部の振動が弱くなる。 ・ Q5.1: 最大積載量を超えている場合 ・ Q4.5: ボウルまたはフィーダーのバランスが悪い ・ Q6.1: バネ調整とは何ですか? ・ Q7.1: 供給能力が落ちる ・ T1.9: 周波数可変式コントローラー ・T1.15: オートチューニング(自動振幅調整機能)が働かない場合・T3.5: コントローラーの周波数の設定を間違えて使用していませんか?・ その他の原因
- Q3.3 : ワークに付着している油で供給能力が落ちます。
- A3.3:ワークに付着している固形のグリスや液状の油が原因でワーク同士がくっつく場合には、可能ならパーツフィーダーにワークを投入する前にボウル内とワークの油を適度に除去します。油を除去出来ない場合は【 ワークの油分を除去出来ない場合には 】を参照ください。
- 1.ゴム製のワークに付着している油分を除去する方法繊維があまりケバ立たないペーパータオルのような素材のものでワーク、ボウル内、シュートの溝に付着した油を拭きます。繊維がワーク、ボウル内、シュートの溝に付着しやすい布や綿棒の使用は極力控えます。もしそれらを使用した場合には拭いた部分にエアーブローを行います。
 カバーの裏側。油とホコリがカバーにべっとり付着しています。
カバーの裏側。油とホコリがカバーにべっとり付着しています。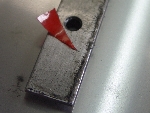 油にまみれた繊維やホコリがカバーの裏側に塊になって付着しています。ワークの流れが悪くなる原因になります。
油にまみれた繊維やホコリがカバーの裏側に塊になって付着しています。ワークの流れが悪くなる原因になります。 カバーの裏側にワークの油が付着しその油でワークがカバーにくっついています。付着している油はワークの流れが悪くなる原因になります。シュートのカバーの内側には油とホコリが付着しているため定期的にクリーニングします。繊維があまりケバ立たないペーパータオルのような素材のものでワークやボウル内を拭く方がメリヤスのウェスよりワークに繊維が付着しにくいようです。もし綿棒やウエスを使用した場合はエアーブローを行いましょう。
カバーの裏側にワークの油が付着しその油でワークがカバーにくっついています。付着している油はワークの流れが悪くなる原因になります。シュートのカバーの内側には油とホコリが付着しているため定期的にクリーニングします。繊維があまりケバ立たないペーパータオルのような素材のものでワークやボウル内を拭く方がメリヤスのウェスよりワークに繊維が付着しにくいようです。もし綿棒やウエスを使用した場合はエアーブローを行いましょう。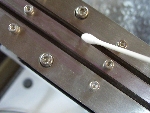 油にまみれた繊維やホコリがカバーの裏側に塊になって付着しているので定期的にクリーニングします。
油にまみれた繊維やホコリがカバーの裏側に塊になって付着しているので定期的にクリーニングします。 油にまみれた繊維やホコリがカバーの裏側に塊になって付着しています。
油にまみれた繊維やホコリがカバーの裏側に塊になって付着しています。 綿棒やウエスを使用した場合はエアーブローを行います。
綿棒やウエスを使用した場合はエアーブローを行います。 - 2.木や紙の容器にワークを収納する方法油分が付着したワークを紙製の容器に保存することでワークの油分が容器の壁に吸収されます。ワークの保存時間を調整することによりワークの油分を適度に除去することが出来ます。ワークの収納に紙の素材の容器を使用した例
 紙の容器がワークの油分を適度に吸収します。
紙の容器がワークの油分を適度に吸収します。 フタで容器を密閉することによりワークにホコリが付着するのを防ぎます。
ワークの油分を除去出来ない場合には
ボウル内のワークを撹拌する装置を使用する方法や凹凸のあるシートをボウル内やシュートの溝内に貼る方法、ワークがボウルやシュートに接触する面積を最小限にするなど、他にも油によるワークのくっつき対策があります。詳しくはご購入先にお問い合わせください。
フタで容器を密閉することによりワークにホコリが付着するのを防ぎます。
ワークの油分を除去出来ない場合には
ボウル内のワークを撹拌する装置を使用する方法や凹凸のあるシートをボウル内やシュートの溝内に貼る方法、ワークがボウルやシュートに接触する面積を最小限にするなど、他にも油によるワークのくっつき対策があります。詳しくはご購入先にお問い合わせください。 - 3.メカ的な方法
 エアーブローやシリンダーを使用し強制的にワークを撹拌する装置の設置例
エアーブローやシリンダーを使用し強制的にワークを撹拌する装置の設置例 - 4.シートを貼る方法ボウルの内側(ワークの走り面)に凹凸状のシートを貼ることによりボウルとワークのくっつきを軽減しワークの走りを改善します。
 ボウルに凹凸状のゴムシートを貼った例
ボウルに凹凸状のゴムシートを貼った例 - 関連項目・Q3.1: ワークの上りが悪い・Q8.1: ボウルやシュートの表面処理にはどのようなものがありますか・その他の原因
- Q3.4 : シュートでワークが詰まります。
- A3.4: 様々な要因が考えられます。下記の点をご確認ください。
- 1.ワークに付着している油が原因の場合・ Q3.3:ワークに付着している油で供給能力が落ちます。 をご覧ください。
- 2.シュートの溝内のゴミやキズが原因の場合シュートの溝の中にあるキズやゴミが原因でワークの動きが悪くなる場合があります。シュートのカバーを外して詰まりの原因を調べます。カバーの取り外しは、装着時の調整が難しい場合がありますので業者にお問い合わせください。
 カバーの裏側に細かい繊維が付着しています。繊維はウエスから出たものやホコリと思われます。
カバーの裏側に細かい繊維が付着しています。繊維はウエスから出たものやホコリと思われます。 先のとがった棒でシュートの溝の中を掻き回すとコーティングが剥がれたりキズが付きワークの動きが悪くなる場合があります。
先のとがった棒でシュートの溝の中を掻き回すとコーティングが剥がれたりキズが付きワークの動きが悪くなる場合があります。 - 3.シュートのカバーや側壁の材料の変形が原因の場合シュートのカバーや側壁の材料の変形や最適な寸法に合っていないなどにより、ワークの流れが悪くなる場合があります。業者にお問い合わせください。
- 4.ワークのバリ、ソリが原因の場合ワークのバリやソリ、寸法がわずかに変わったりすることによりシュート内でワークの流れが悪くなる場合があります。詰まるワークにバリやソリがないか、寸法が変わっていないか(刻印部分の隆起など)採寸して確認します。
- 5.静電気が原因の場合関連項目・ T1.6: 静電気対策
- 6. その他の原因 ・ご購入先、または弊社へお問い合わせください。 アサヒセイキ お問い合わせ先
- Q3.9 : コントローラーの電源が入らない(パイロットランプが点灯しない)のですが。
- A3.9: 様々な要因が考えられます。下記の点をご確認ください。1.入力電源100V、200Vの確認2.正しく配線されているか。3.外部信号を使わない場合のジャンパー線(短絡線)のつけ忘れ。
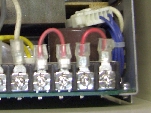 コントローラーにセンサーを取り付けていない場合には、説明書に従って端子に短絡を行います。詳しくはコントローラーに添付されている取扱説明書をご参照ください。4.コントローラー内部のケーブルコネクターのはずれ。・コントローラー内部のケーブルのコネクターが十分差し込まれていない。・オプションユニットの接続の際にVFレギュレーター(神鋼製)の側カバーを一度開いた場合には、ご面倒でも2つのプリント基板間を接続しているケーブルのコネクターが十分差し込まれているかご確認くださるようお願いします。5.オーバーフロー用のセンサーを使用している場合・センサーの間にワークなどが挟まっていないか。・オーバーフローセンサーが動作しているか。・コントローラーはセンサーの取り付け状態に合わせた設定ができているか。・T1.14: オーバーフローセンサーの接続について・T1.16: 反射型センサーでワークの検出が上手くいかない場合5.5.定振幅センサーを取り付けている場合・コントローラーはセンサーの取り付け状態に合わせた設定ができているか。・T1.15: オートチューニング(自動振幅調整機能)が働かない場合6.ヒューズが切れていないか。7.回路のショート・コントローラーのボックス内の壁や基盤や電子部品が黒く煤けている場合、電源ランプが点灯していても回路がショートしている可能性があります。ご購入先、または弊社へお問い合わせください。
アサヒセイキ お問い合わせ先
コントローラーにセンサーを取り付けていない場合には、説明書に従って端子に短絡を行います。詳しくはコントローラーに添付されている取扱説明書をご参照ください。4.コントローラー内部のケーブルコネクターのはずれ。・コントローラー内部のケーブルのコネクターが十分差し込まれていない。・オプションユニットの接続の際にVFレギュレーター(神鋼製)の側カバーを一度開いた場合には、ご面倒でも2つのプリント基板間を接続しているケーブルのコネクターが十分差し込まれているかご確認くださるようお願いします。5.オーバーフロー用のセンサーを使用している場合・センサーの間にワークなどが挟まっていないか。・オーバーフローセンサーが動作しているか。・コントローラーはセンサーの取り付け状態に合わせた設定ができているか。・T1.14: オーバーフローセンサーの接続について・T1.16: 反射型センサーでワークの検出が上手くいかない場合5.5.定振幅センサーを取り付けている場合・コントローラーはセンサーの取り付け状態に合わせた設定ができているか。・T1.15: オートチューニング(自動振幅調整機能)が働かない場合6.ヒューズが切れていないか。7.回路のショート・コントローラーのボックス内の壁や基盤や電子部品が黒く煤けている場合、電源ランプが点灯していても回路がショートしている可能性があります。ご購入先、または弊社へお問い合わせください。
アサヒセイキ お問い合わせ先
- 関連項目・Q2.2: リペアサービス・Q3.12: 駆動部が振動しない・Q4.3: 駆動部の振動が弱い。全く動かない ・Q7.1: 供給能力が落ちる ・T3.5: コントローラーの周波数の設定を間違えて使用していませんか?・ その他の原因
-
Q3.11
:
以前使用していた駆動部に他のボウル(シュート)を取り付けた のですが、どうもワークの動きが悪くて… - A3.11: 以下の原因が考えられるかもしれません。駆動部に重量やバランスの異なる他のボウルをのせ換えた場合、駆動部への負荷が変わり共振周波数も変わります。共振周波数が変わった状態の駆動部を以前のコントローラーの設定のままで使用すると振動が弱くなります。この場合、コントローラー(周波数可変方式※)のマスターボリューム(Stroke)とフリークエンシー(Freq)の調整が必要です。
- 調整の仕方駆動部のコントローラーのフリークエンシー(Freq)の数値を共振点(振幅が最大になる所) まで変えます。振幅が最大になった所で、メインボリュームで適度な振幅になるよう調整します。※近年のコントローラーでは、振動体のバネ調整を行わずにコントローラーによる振動調節だけで重量が異なる他のボウルの乗せ換えができるものが一般的です。詳しくは、関連項目 - T1.9: 周波数可変式コントローラーをご覧ください。
- コントローラーによる振動調節だけでは必要な振動が得られない場合板バネやエアギャップ、バランスウェイト※が適正ではない、など様々な要因が考えられます。他の様々な要因については、関連項目 - Q7:1供給能力が落ちる - で取り上げています。※板バネ調整やエアギャップの調整、バランスウェイトの調整には専門的な知識と技術が必要です。詳しくは、ご購入先にお問い合わせください。
- 関連項目・ Q2.2: リペアサービスとは? ・ Q3.1: ワークの上りが悪い ・ Q4.2: Freqの調整の仕方 2 ・ Q4.3: 駆動部の振動が弱くなった。 ・ Q4.5: バランス(ウェイト)とは何ですか? ・ Q6.1: バネ調整とは? ・ Q6.2: エアギャップとは何ですか? ・ Q7.1: 供給能力が落ちる ・ T1.8: オークションで購入した駆動部の動きが悪い ・ T1.9: 周波数可変式コントローラー ・ T3.5: コントローラーの周波数の設定を間違えて使用していませんか? ・ その他の原因
- Q3.12 : 駆動部が振動しない
- A3.12: 様々な要因が考えられます。要因を配線、コントローラー、駆動部、センサーに分けて考えます。
- 配線1.入力電源100V、200Vの確認2.正しく配線されていない・ Q3.9: コントローラーの電源が入らない ・Q7.3: 駆動部の振動がおかしい。変な音がする
- コントローラー1.回路のショート・ Q3.9: コントローラーの電源が入らない 2.正しく配線されていない・ Q3.9: コントローラーの電源が入らない ・ Q7.3: 駆動部の振動がおかしい。変な音がする 3.調整が適切に行われていない・ Q3.11: Freqの調整の仕方 1 ・ Q4.2: Freqの調整の仕方 2 ・ Q4.3: 駆動部の振動が弱くなった 4.コントローラーの種類が不適切・ T3.2: コントローラーの種類にご注意ください ・ T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
- 駆動部1.調整が適切に行われていない・ Q4.3: 駆動部の振動が弱い。全く動かない。 ・ Q6.2: エアギャップとは何ですか? ・ Q6.1: バネ調整とは何ですか? ・ Q7.1: 供給能力が落ちる 2.環境による影響・ Q4.4 : 朝方、駆動部の振動が弱くなる。 ・ 最大積載量を超えている場合 ・ Q7.3: 駆動部の振動がおかしい。変な音がする
- センサー1. Q3.2: 駆動部の振動にムラがあります。 2.オーバーフロー用のセンサーを使用している場合・ Q3.9: コントローラーの電源が入らない 3. 定振幅センサーを使用している場合・ T1.15: オートチューニング(自動振幅調整機能)が働かない場合
- 原因がわからない・ Q2.2: リペアサービス ・Q7.3: 駆動部の振動がおかしい。変な音がする・ その他の原因
- Q4.1 : 駆動部の全波、半波とは何ですか?
- A4.1: 駆動部には全波タイプ、半波タイプ(メーカーによってEA,ERと表示されている)と高周波のタイプがありそれぞれ一定時間当りの振幅数が異なり、数値が大きいほど時間当たりの振幅回数※が増えます。一般的にワークの選別に高い精度が求められる場合には、一定の時間当りの振幅数が多いタイプ(細かい振動でワークのオドリが少ないタイプ)、逆に振動が前者より多少荒くても部品の選別に支障がない場合には、一定の時間当りの振幅数が前者より少ないタイプ(一定の時間当りの振幅回数が少ない分、1回の振幅の幅が大きいタイプ)といった使い分けができます。 コスト面ではメーカーにもよりますが前者より後者のタイプの方が廉価です。※駆動部の振幅回数(回/分)
- 電磁式50Hzの場合全波(EA) 6,000回半波(ER) 3,000回60Hzの場合全波(EA) 7,200回半波(ER) 3,600回
 電磁式駆動部:
神鋼電機(シンフォニア・テクノロジー)
電磁式駆動部:
神鋼電機(シンフォニア・テクノロジー) - 圧電式ヘルツフリー高周波 12,000回前後(数値はメーカーにより若干異なるかもしれません。
 圧電素子式駆動部:
産機
圧電素子式駆動部:
産機 - 参考資料・産機http://www.sanki-web.co.jp/
- 関連情報・T1.9: 周波数可変式コントローラー・T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
-
Q4.2
:
コントローラーのフリークエンシー(以下Freq)の設定は正しく行われていますか? - A4.2: 年式の古いコントローラー(パーツフィーダーのレギュレーター)をご利用の方で駆動部の振動が以前より弱くなったとお感じの方はぜひお試しください。Freq(フリークエンシ―)を調節するボリューム(可変抵抗器)がコントローラーの基盤にはんだ付けされていて外側からは見えないことがあります。コントローラーの前面にFreqを調節するボリュームが見当たらない場合には、コントローラーの蓋を開けてみましょう。
- 調整方法Freqの調整は一般的にFreqを調節するボリュームにドライバーを差し込み左右にゆっくり回転させて行います。(Freqの調節ができない コントローラーもあります。)駆動部が大きく振動したところが最適な周波数であり共振点です。Freqのボリュームで周波数を共振点に合わせた後の振動の強弱はマスターボリューム(Stroke)で調節します。
 コントローラーの基盤に半田付けされている周波数を調整するボリューム(写真中央)
コントローラーの基盤に半田付けされている周波数を調整するボリューム(写真中央) - 共振周波数が変わる要因駆動部のコアは長い間使用しているとまれにコアを固定しているボルトが緩んだり、コアのコイルが劣化することがあります。これらの要因により、駆動部の共振周波数(駆動部が大きく振れる時の周波数)が変わることがあります。特に年式の古い駆動部の場合、最初は適正にFreqが調整されていたとしてもパーツフィーダーを長い間使用している間に共振周波数が変わっていることがあります。この場合、Freqを再調整することにより振動は改善できるかもしれません。駆動部の動きが以前より弱くなったとお感じの方はぜひお試しください。厳密に言うと駆動部の共振周波数は一日の中でも頻繁に変わっています。工場の電圧が上がる時間帯と下がる時間帯とでは、駆動部のコアに供給される電気の電圧が変わり共振周波数も変わるからです。また温度変化による駆動部の振動の影響も知られています。さらにボウルに投入されているワークの量(重さ)によっても駆動部のコアにかかる負荷が変わるため共振周波数は変わります。 これらの点については関連項目 - Q3:2、Q4:4で説明しています。コントローラーを最適な振動に設定しておいたはずなのにワークの動きが遅くなったり暴れたりすることがあるのは共振周波数が変わっているためかもしれません。この現象については、下記の記事でも説明しています。最近のコントローラーは周波数がデジタル表示されます。 設定方法は、マニュアルをご覧ください。
- 関連項目・ Q3.2: 駆動部の振動にムラがあります。 ・ Q3.9: 駆動部が全く動かない。 ・ Q3.11: 以前使用していた駆動部の利用(Freqの調整の仕方 1) ・ Q4.3: 駆動部の振動が弱くなった。 ・ Q4.4: 朝方、パーツフィーダーの振動が弱くなる ・ Q7.1: 供給能力が落ちる ・ T1.9: 周波数可変式コントローラー ・ T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
- Q4.3 : 駆動部の振動が弱くなった。全く動かない。
- A4.3: 様々な要因が考えられます。次のことをご確認ください。1.周波数が共振点(駆動部の振動が最大になる所)に合っているか。関連項目・
Q3.11: 動きが悪い。周波数が原因の場合
・
Q4.2: Freqの調整の仕方
・
T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
2.エアギャップは適正か駆動部のエアギャップが適正でない場合、振幅不足や耳障りな金属音が生じることがあります。関連項目・
Q6.2: エアギャップとは何ですか?
3.架台のアンカーボルトが地面にしっかり接地されているか。4.架台をゆすった時にがたつきがないか。5.ボウルと駆動部の間に異物が挟まっていないか。6.ボウルの底面(駆動部と接する面)に凹凸がないか。
 確認方法・ボウルをはずして定盤上に置き、ボウルの右端と左端を交互に上から押した時にガタつきがないか。ボウルの前後の縁を交互に上から押した時にガタつきがないか。(確認する時はボウルの底面を下にします。)6.5.ボウルの補強(写真の梁状の部分)が弱い。補強が少ない,補強材が薄い,溶接の剥がれ,つきが甘いなどに起因する振動伝達不足,ブレなど。
確認方法・ボウルをはずして定盤上に置き、ボウルの右端と左端を交互に上から押した時にガタつきがないか。ボウルの前後の縁を交互に上から押した時にガタつきがないか。(確認する時はボウルの底面を下にします。)6.5.ボウルの補強(写真の梁状の部分)が弱い。補強が少ない,補強材が薄い,溶接の剥がれ,つきが甘いなどに起因する振動伝達不足,ブレなど。 補強7.駆動部のゴム足の一部が欠けたり擦り減ったりして浮いていないか。7.5.駆動部のゴム足のナットまたはボルトの増し締め
補強7.駆動部のゴム足の一部が欠けたり擦り減ったりして浮いていないか。7.5.駆動部のゴム足のナットまたはボルトの増し締め ゴム足のナットの締め重要:上記と合わせて駆動部の水平の確認T1.5: 駆動部の水平の確認方法8.駆動部とボウルを固定しているボルトが緩んでいないか。
ゴム足のナットの締め重要:上記と合わせて駆動部の水平の確認T1.5: 駆動部の水平の確認方法8.駆動部とボウルを固定しているボルトが緩んでいないか。 駆動部にボウルを固定するボルトのまし締め。力いっぱい締めます。
9.駆動部の板バネなどのネジに緩みがないか。駆動部を長期間使用していると駆動部のコアのコイルを固定しているネジがゆるむ場合があります。ネジがゆるむと「コンコン…」という音がしたり振動が弱くなるなどの原因になります。この場合コアを固定しているネジの増し締めを行います。
駆動部にボウルを固定するボルトのまし締め。力いっぱい締めます。
9.駆動部の板バネなどのネジに緩みがないか。駆動部を長期間使用していると駆動部のコアのコイルを固定しているネジがゆるむ場合があります。ネジがゆるむと「コンコン…」という音がしたり振動が弱くなるなどの原因になります。この場合コアを固定しているネジの増し締めを行います。 十数年 使用した駆動部本体のコアを固定するネジを増し締めする。
十数年 使用した駆動部本体のコアを固定するネジを増し締めする。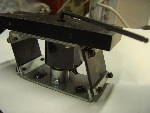 リニアフィーダーのコアを固定するネジを増し締めする。かなり緩んでいました。
リニアフィーダーのコアを固定するネジを増し締めする。かなり緩んでいました。
10.駆動部の板バネが破損していないか。まれに金属疲労などにより板バネが破損(ヒビ割れや折れるなど)している場合があります。 破損した板バネ確認方法・駆動部を振動させると「コンコン…」という金属がぶつかるような音や「ガリガリ…」という金属が擦れる音がする場合があります。・駆動部のカバーを外して目視により、またバネを金づち等で叩いて打音検査を行い板バネが破損していないかを確認します。バネが破損している場合は交換する必要があります。11.駆動部のコアのコイルがショートしていないか。確認方法・ショート時に駆動部内で閃光や音が生じたり、発煙する場合があります。・駆動部のカバーに触ると異常に熱い。・駆動部のカバーを外し、コア周辺で焦げ臭い匂いがないか。・コア付近にスパークの痕やススが付着していたりして変色がないか。・テスターによる出力電圧の確認。・コイルがショートしている場合は、駆動部のコアを交換する必要があります。詳しくはご購入先へお問い合わせください。12.最大積載量を超えていないか・最大積載量を超えている場合
13.バランス(おもり)が原因の場合・
Q4.5:ウェイトバランスの調整
14.配線は正しく行なわれているか・
Q7.2: 駆動部の振動がおかしい。変な音がする
15.センサーを接続している場合・
Q3.9: センサーを接続している場合
関連項目・
Q2.2: リペアサービスとは?
・
Q3.2: 駆動部の振動にムラがあります。
・
Q3.9: コントローラーの電源が入らない。
・
Q3.12: 駆動部が振動しない
・
Q4.4 : 朝方、駆動部の振動が弱くなる。
・
Q7.1: 供給能力が落ちる
・
T1.9: 周波数可変式コントローラー
・
その他の原因
破損した板バネ確認方法・駆動部を振動させると「コンコン…」という金属がぶつかるような音や「ガリガリ…」という金属が擦れる音がする場合があります。・駆動部のカバーを外して目視により、またバネを金づち等で叩いて打音検査を行い板バネが破損していないかを確認します。バネが破損している場合は交換する必要があります。11.駆動部のコアのコイルがショートしていないか。確認方法・ショート時に駆動部内で閃光や音が生じたり、発煙する場合があります。・駆動部のカバーに触ると異常に熱い。・駆動部のカバーを外し、コア周辺で焦げ臭い匂いがないか。・コア付近にスパークの痕やススが付着していたりして変色がないか。・テスターによる出力電圧の確認。・コイルがショートしている場合は、駆動部のコアを交換する必要があります。詳しくはご購入先へお問い合わせください。12.最大積載量を超えていないか・最大積載量を超えている場合
13.バランス(おもり)が原因の場合・
Q4.5:ウェイトバランスの調整
14.配線は正しく行なわれているか・
Q7.2: 駆動部の振動がおかしい。変な音がする
15.センサーを接続している場合・
Q3.9: センサーを接続している場合
関連項目・
Q2.2: リペアサービスとは?
・
Q3.2: 駆動部の振動にムラがあります。
・
Q3.9: コントローラーの電源が入らない。
・
Q3.12: 駆動部が振動しない
・
Q4.4 : 朝方、駆動部の振動が弱くなる。
・
Q7.1: 供給能力が落ちる
・
T1.9: 周波数可変式コントローラー
・
その他の原因
- Q4.4 : 朝方、工場のパーツフィーダーの能力が落ちる。ワークの動きが悪い。
- A4.4: 特に工場内の室温が低い始業時にこの現象がみられるようです。工場内の電圧の変化による影響に加えて、コアの温度と性能に何らかの関係があるのかもしれません。あるいは板バネなどの金属製の部品の温度変化によって生じる歪みが、振動体の共振周波数に影響しているのかもしれません。
- 対策工場のラインの始動前の室温調整や駆動部の予備運転(試運転)をお勧めします。予備運転の仕方・平常時のコントローラーのボリュームの設定をメモ帳などに控えておきます。予備運転時にストロークのボリュームを上げます。振動が安定するまで空運転した後、平常時のボリュームの設定に戻します。定振幅装置の使用・近接センサーと周波数可変式のコントローラーの使用により振動の極端なムラは改善出来るかもしれません。
- 関連項目・ Q3.2: 駆動部の振動にムラがあります。 ・ Q7.1: 供給能力が落ちる ・ T1.9: 周波数可変式コントローラー ・ その他の原因
- Q4.5 : 「ボウル(またはシュートやフィーダー)のバランスが悪い」といわれたのですがバランス(バランス ウエイト)とは何ですか?
- A4.5: バランス(バランス ウエイト)は、駆動部またはボウルの振動の強弱や方向を調整するためのおもりです。直進フィーダー(リニアフィーダー)またはシュートのウェイト(おもり)については下記の"補足情報"をご覧ください。このおもりは一般的にボウルや駆動部上部(または上板)の外周にボルトや溶接によって固定されています。
- 「バランスが悪い」要因駆動部にトラックなどを取り付けていない未加工のボウルを取り付けて振動させると、ボウル内のワークは、ボウルの中心を軸にして円を描きながら進みます。またボウルの中心からワークの距離が離れるにつれてワークは、ボウルの中心を軸に回転しながらややに外側に向って進む性質があります。しかし、ボウルにトラックや回収、アタッチメントなど付属物を取り付けた場合では、これらの重さが加わり偏心率?※が大きくなるので上述のワークの円軌道はゆがみ、ボウルの部位により振幅の強弱にも差が生じます。この現象によってワークの流れが本来意図していない方向にそれたり、選別などの肝心な部位でワークが極端に振動したり逆に振動が弱すぎたりして能力不足の原因になる場合があります。業者の方が「このボウルは、バランスが悪い」などというのはこのためです。
 ボウルの縁の突出している部分がバランス(写真の下側)
ボウルの縁の突出している部分がバランス(写真の下側) - 対処方法・ボウルや駆動部に適正なバランス(バランス ウエイト)を取り付けることによってワークの軌跡を適切な位置に修正したり、振幅を調整したりします。バランスの調整だけで供給能力が向上する場合もありますのでバランスによる振動調整は大切です。・他にもバネ調整によって振動のバランスを調整する方法もあります。
- 参考資料偏心率の解説http://www.weblio.jp/content/偏心率(webilo辞書)
- 補足情報
-
直進フィーダー(リニアフィーダー)またはシュートのウエイト(おもり)について
通常、直進フィーダーは、バランスの調整が行われた状態で搬入、設置されますので、ユーザー様が調整を行う必要はありませんが、まれにバランスの調整が不十分であったり、ボルトの緩みなどにより、おもりの位置が変わっている場合に調整を行う必要があるかもしれません。直進フィーダーまたはシュートのおもりの位置
 産機 PEFシリーズ左の写真。ボディーの左側の黒い部分が可動式のおもりになっています。このおもりはボルトで固定されています。ボルトを緩めておもりを前後にスライドさせることによって振動を変化させることができます。ワークが均一にかつ最も良く動く位置でおもりを固定します。
産機 PEFシリーズ左の写真。ボディーの左側の黒い部分が可動式のおもりになっています。このおもりはボルトで固定されています。ボルトを緩めておもりを前後にスライドさせることによって振動を変化させることができます。ワークが均一にかつ最も良く動く位置でおもりを固定します。 シンフォニア・テクノロジー LFGシリーズ左の写真。産機のPEFシリーズと同様にボディーの後方に可動式のおもりがあります。ボルトを緩めておもりを前後にスライドさせることによって振動を変化させることができます。ワークが均一にかつ最も良く動く位置でおもりを固定します。
シンフォニア・テクノロジー LFGシリーズ左の写真。産機のPEFシリーズと同様にボディーの後方に可動式のおもりがあります。ボルトを緩めておもりを前後にスライドさせることによって振動を変化させることができます。ワークが均一にかつ最も良く動く位置でおもりを固定します。 シンフォニア・テクノロジー LFBシリーズ左の写真。ボディーの右側の青い部分がおもりになっていますが、このタイプのおもりは可動式ではありません。フィーダーの前後のバネの枚数を変えたり(バネを取り外すとエアギャップの間隔が変わりますのでご注意ください。)、シュートの前後の長さを変えたり、シュートの側面や裏側の前後におもりを取り付けることにより振動を変化させることができます。
シンフォニア・テクノロジー LFBシリーズ左の写真。ボディーの右側の青い部分がおもりになっていますが、このタイプのおもりは可動式ではありません。フィーダーの前後のバネの枚数を変えたり(バネを取り外すとエアギャップの間隔が変わりますのでご注意ください。)、シュートの前後の長さを変えたり、シュートの側面や裏側の前後におもりを取り付けることにより振動を変化させることができます。
詳しくは取扱説明書をご覧ください。なお十分にご理解出来ない場合には、調整を行う前に説明書に記載のお問い合わせ先、またはご購入先へご連絡ください。 - 関連項目・ Q3.2: 駆動部の振動にムラがあります。 ・ Q4.3: 駆動部の振動が弱くなった ・ Q4.4 : 朝方、駆動部の振動が弱くなる。 ・ Q6.2: エアギャップとは何ですか? ・ Q6.1: バネ調整とは何ですか? ・ Q7.1: 供給能力が落ちる ・ 最大積載量を超えている場合 ・ その他の原因
- Q4.6 : 自動機に送り込むワークを供給したり止めたりすることを外部から制御することはできますか?
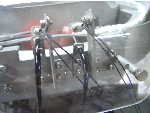
- A4.6: 可能です。ワークの供給を厳密に制御するためにはシュートの出口にシャッターを取り付けます。シャッターの開閉は、ソレノイドバルブへの入力電源のオン・オフをコントロールすることにより行います。例)釘の本数をカウントして一定数が満たされたら供給を停止(シャッターを閉じる)するなど。
 シャッター機構によりワークを設定した数だけ自動機に供給することが出来るパーツフィーダー
シャッター機構によりワークを設定した数だけ自動機に供給することが出来るパーツフィーダー - 関連項目・ T1.13: オーバーフローについて
- Q4.7 : 使っているパーツフィーダーのボウルとワーク(金属製)が接するところが摩耗して薄くなってるのですが直りますか?
- A4.7: ボウルの素材がステンレス製か鉄でしたらほぼ元通り修復できます。またアルミのTIG溶接が出来る業者ならボウルの素材がアルミの場合でも修復出来るかもしれません。詳しくはパーツフィーダーを取り扱っている業者にお問い合わせください。今後の摩耗を見越して摩耗の激しい箇所を厚めに加工することも出来ます。納期は摩耗の程度などにもよります。通常納期はテスト及び配送日数を含めて1~2週間です。お急ぎの場合はご相談ください。テスト用にワークをご支給いただく必要があります。他県のお客様でも、弊社にて直接お引き取り、もしくはボウルとワークを宅配便、混載便等で弊社にお送りいただき、弊社で修復後、納品(設置、調整)、もしくはボウルをご返送させていただく方法をご利用いただけます。ボウルの内側はコーティングされていますか?ウレタン、テフロン、クロス加工各種承ります。 再塗装される場合には発送までに上記の日数に加え、さらに3日~7日程度を要しますのでご了承ください。
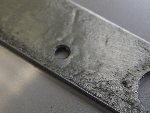
- 摩耗による損傷部分のリペアー例
 金属ワークによる摩耗で穴が開いたボウル
金属ワークによる摩耗で穴が開いたボウル 修復後のボウル
修復後のボウル - 摩耗による損傷が激しいパーツのみを再加工した例
 金属ワークによる摩耗でボロボロになったワークの排出口部分
金属ワークによる摩耗でボロボロになったワークの排出口部分 再加工したパーツパーツの修復後に耐摩耗処理を行うこともできます。詳しくはお問い合わせください。
再加工したパーツパーツの修復後に耐摩耗処理を行うこともできます。詳しくはお問い合わせください。 -
ボウル内面
の再塗装(ウレタン加工)例ボウルの再塗装については関連項目 Q2.2: リペアーサービスとは?をご覧ください。
- シート貼り例
 ワークによる摩耗で表面がツルツルになった凹凸状のゴムシートゴムシート貼り後
ワークによる摩耗で表面がツルツルになった凹凸状のゴムシートゴムシート貼り後 フエルト生地貼り例
フエルト生地貼り例 - 関連項目
- ・ Q2.2: リペアサービスとは?
- ・ Q3.1: ワークの上りが悪い
- ・ Q8.1: ボウルやシュートの表面処理にはどのようなものがありますか
- Q5.1 : リニアフィーダーを振動させると「コンコン」という音がするのですが。
- 2台のリニアフィーダー上に1本のシュートを取り付けて使用しています。リニアフィーダーを振動させると「コンコン」と音がするのですが。
- A5.1:
- 1.ニ台のリニアフィーダーの高さが異なっていることが原因の場合確認の仕方・一度シュートを取り外してリニアフィーダーを振動させてみてください。・もし「コンコン」という音がしなければ2台のフィーダーの高さが異なっているかも知れません。・台に取り付けているリニアフィーダーの高さ(架台上面からリニアフィーダー上面までの高さ)が2台とも同じになっているかをご確認ください。・2台のリニアフィーダーの高さが異なっている場合は、同じ高さになるよう台の高さを調整した後、もう一度シュートを取り付けて振動させてみてください。
- 2.駆動部のエアギャップが適正でない場合に耳障りな金属音が生じることがあります。
 ①コンコンと音(ハンマーリング)がする振動体のトッププレートを外してひっくり返してみると…。ボウルを固定するボルトの真下の金属が盛り上がっていました。(写真中央)
①コンコンと音(ハンマーリング)がする振動体のトッププレートを外してひっくり返してみると…。ボウルを固定するボルトの真下の金属が盛り上がっていました。(写真中央) ②ボウルを固定する時にボルトを締め付け過ぎてボルトがコアの金属に当たり変形して,コイルギャップが狭まくなりコイルの金属部分が叩かれて音がしていたようです。
②ボウルを固定する時にボルトを締め付け過ぎてボルトがコアの金属に当たり変形して,コイルギャップが狭まくなりコイルの金属部分が叩かれて音がしていたようです。 ③盛り上がった部分をサンダーで平らに仕上げます。
③盛り上がった部分をサンダーで平らに仕上げます。 ④再びトッププレートを取り付けて振動させてみます。ハンマーリングはなくなりました。
④再びトッププレートを取り付けて振動させてみます。ハンマーリングはなくなりました。
駆動部のエアギャップは部品メーカーによりあらかじめ規定の寸法に調整されています。エアギャップの寸法が変わると振動不足やハンマーリングの原因になります。詳しくは取扱説明書をご覧ください。なお十分にご理解出来ない場合には、調整を行う前に説明書に記載のお問い合わせ先、またはご購入先へご連絡ください。関連項目・ Q6.2: エアギャップとは何ですか? - 3.駆動部の
板バネの破損
により耳障りな金属音が生じる場合があります。まれに金属疲労などにより板バネが破損(ヒビ割れや折れるなど)している場合があります。
 破損した板バネ確認方法・駆動部のカバーを外して目視により、またバネを金づち等で叩いて打音検査を行い板バネが破損していないかを確認します。バネが破損している場合は交換する必要があります。詳しくはご購入先へお問い合わせください。関連項目・Q6.1: バネ調整とは何ですか?
破損した板バネ確認方法・駆動部のカバーを外して目視により、またバネを金づち等で叩いて打音検査を行い板バネが破損していないかを確認します。バネが破損している場合は交換する必要があります。詳しくはご購入先へお問い合わせください。関連項目・Q6.1: バネ調整とは何ですか? - 4.駆動部を固定しているボルトや、カバーのボルトの緩みなどにより耳障りな音がする場合があります。確認方法・ボルトの増し締めを行い、緩んでいないか確認します。
- 5.複数の振動体が近くに設置されている場合に振動が干渉し合い、唸るような音が聞こえることがあります。振動体の特性による現象です。音が気になる場合は振動体の周波数を適度に調整します。
- 6.振動体の共振周波数が適正に調節されていない場合に、唸るような音が聞こえることがあります。コントローラーで振動体の周波数を調整します。関連項目・ Q4.3: 駆動部の振動が弱くなった。 ・ Q3.11: Freqの調整の仕方 1 ・ Q4.2: Freqの調整の仕方 2 ・T1.9: 周波数可変式コントローラー・T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
- 7. 最大積載量を超えている場合 に振動体から耳障りな音が聞こえる場合があります。振動体には最大積載量(ワークの質量+ボウルの質量)が定められています。この最大積載量を超えた場合に振幅を大きくすると振動体から耳障りな音が出たり、振動不足の要因になります。詳しくは、ご購入先へお問い合わせください。振動体の最大積載量については、メーカーのホームページでご確認ください。産機: http://www.sanki-web.co.jp/シンフォニア・テクノロジー:http://www.sinfo-t.jp/partsfeeder/Default2.htm
- 8.配線方法が原因の場合関連項目・ Q7.2: 駆動部の振動がおかしい。変な音がする
- その他・ Q3.2: 駆動部の振動にムラがある ・ Q4.3: 駆動部の振動が弱くなった。 ・ Q7.1: 供給能力が落ちる ・ T4.1: 防音対策について ・ その他の原因
- Q5.2 : 1台のボウルフィーダーと1台のリニアフィーダーを使って、複数のシュートを交換するだけで様々な長さのコネクターを供給できる方法があると聞いたのですが
- A5.2: ワークや供給条件にもよりますが、1台のボウルフィーダーと1台のリニアフィーダーで、シュートを交換することによりホール数やピン数が異なる同じ種類のモールド(コネクター等)を供給できる場合があります。
- 従来方式との比較・従来の方式では…ワークの形状や供給条件にもよりますが、使用する端子の長さに合わせてパーツフィーダー上のワークの通り道のガイドレールの幅やカバーの高さを調整する必要があります。この調整にはユーザー様にある程度の経験が必要であったり、調整に時間がかかる場合があります。・シュートを交換する方式では…極端に長い(または短い)コネクター専用のシュートを別個に製作します。生産ラインの稼働時に使用するコネクターに合わせてこれらの専用のシュートを交換します。シュートはフィーダーにネジ留めするだけですので従来方式のように使用するワークの長さに合わせてガイドレールの幅やカバーの高さの微妙な調整をする手間が省けます。シュートを交換するだけで同じ種類で長さの異なるコネクターが供給出来る可能性が広がります。製作の可否はコネクターの形状や供給能力などの条件によります。イメージ画像
- メリットシュートを交換する方式では、ボウルの選別部から排出口にかけての曲線状のトラックがありませんので、特に極端に長さの違うワークを併用したい場合に、トラックのカーブした部分で長手のワークが詰まったり、短いワークが回転したりする問題を回避できます。またそのためのガイドレールの幅やカバーの高さ等のアジャストが不要になるなどのメリットがあります。具体的な例では、極数が極端に異なる同じ種類のコネクター(1辺の長さが5mmのものと30mmのもの、1辺の長さが10mmのものと40mmのもの)を併用するなどの実績があります。
- デメリットワークの仕様に適した専用のシュートを製作する必要があり、複数の専用シュートを製作する場合、従来方式と比較してその分、費用が生じます。下記の注意点もご覧ください。
- 仕様主に2つのタイプがあります。①ボウルでワークの選別を行うタイプ②ボウルでワークを選別せずにシュートに送り、シュート上でワークを選別するタイプ
- 注意点シュートのみを交換する方式では、この選別方式専用のボウルを製作する必要があります。
- Q6.1 : バネ調整とは何ですか?
- A6.1: 板バネは駆動部を振動させる部品の一つで駆動部の底板と上板の間に取り付けられています。バネは主に金属製ですが樹脂製やグラスファイバー製、カーボンファイバー製のバネもあります。
 バネ調整
バネ調整 - 駆動部の振動の原理駆動部に取り付けられいている電磁石で駆動部の上下の板を引き寄せ、それをバネの力で引き離すことを繰り返すことによって駆動部に振動を生じさせます。電磁石を使ったベルと同じ原理です。
- どのような時にバネ調整が必要か・例えば60Hzに合わせてバネ調整されている駆動部を50Hzの地域で使用したい時(またはこの逆)など。近年の駆動部は一般的にヘルツフリーになっていますのでバネ調整不要です。下記の"駆動部が定振幅装置を使用できる場合"もご覧ください。・コントローラーに周波数を調整する機能がない時・コントローラーによる周波数の調整だけでは振幅が改善されない時・ウェイトバランス(おもり)で振動が調整できない時,ワークの流れが改善されない時など
- 駆動部が定振幅装置を使用できる場合下の写真のように振動追尾式コントローラーを使用できる駆動部の場合、このコントローラーを使用することによりバネ調整が不要になります。駆動部中央の黒い板状のものがバネです。
- 関連項目・ Q4.3: 駆動部の振動が弱くなった。 ・ Q3.11: Freqの調整の仕方 1 ・以前使用していた駆動部にほかのボウル(シュート)を取り付けたのですが、どうもワークの動きが悪くて… Q4.2: Freqの調整の仕方 2 ・コントローラーのフリークエンシー(以下Freq)の設定は正しく行われていますか?T1.9: 周波数可変式コントローラー・ Q2.2: リペアサービスとは? ・ Q4.5:ウェイトバランスの調整 ・振動追尾式コントローラとは? T2.1: 部品供給技術用語辞典
- Q6.2 : エアギャップとは何ですか?
- 業者から振動体のエアギャップの調整が必要と言われたのですが、エアギャップとは何ですか?
- A6.2: エアギャップとは振動体の「可動コアと固定コアの隙間部」のことです。(日本部品供給装置工業会)この隙間があることにより可動コアの振動が可能になります。駆動部のエアギャップは部品メーカーによりあらかじめ規定の寸法に調整されていますが、何らかの理由によりエアギャップの寸法が変わってしまうと振動不足や耳障りな金属音(「コンコンコン…」や「ガガガ…」など)の原因になります。
- 関連項目・Q4.3: 駆動部の振動が弱くなった。 ・Q5.1: フィーダーを振動させると「コンコン」と音がする ・T2.1: 部品供給技術用語辞典
- Q6.3 : ワークの空検知について教えてください。
- A6.3: パーツフィーダーにボウル内のワークがなくなったことを知らせる機能を付加することができます。この機能は"空検知"などと呼ばれています。"空検知"は一般的な方法としてセンサーを使用する方法があります。アームを使うメカ的な方法や光学式センサーを使用してボウル内のワークの有無を測ります。センサー+タイマーを使う方法も良く利用されるようです。これはパーツフィーダーの排出口や直進フィーダー(コンベアー)などに設置したセンサーでワークを検知してから次のワークが通過するまでに一定の時間が経過した場合に"空"として判断させるもので、パトライトや駆動部の停止などによりユーザーに知らせます。"空検知"の機能は既存のパーツフィーダーに後から付加することができます。
- 関連項目・T1.11 : 満杯センサー→ホッパーによるボウルへのワークの投入量の調整方法・ T1.13: オーバーフローについて
- Q7.1:以前は足りていた供給能力が最近不足します。
- A7.1: 様々な要因が考えられます。以下の点をご確認ください。1.振動が原因の場合・ Q3.2: 駆動部の振動にムラがあります。 ・ Q4.3: 駆動部の振動が弱くなった。 2.コントローラーの調節が適切ではない・ Q3.11: Freqの調整の仕方 1 ・ Q4.2: Freqの調整の仕方 2 ・ T3.5: コントローラーの周波数の設定を間違えて使用していませんか? 3. メカ的な原因 ・ Q4.3: 駆動部の振動が弱くなった。 ・ワークの填まり込み、誤選別等ご購入先、または弊社へお問い合わせください。 アサヒセイキ お問い合わせ先 4.静電気による・放電検知器を用いて、工程内の静電気放電の検知、静電気放電の発生場所の特定、設定距離における静電気放電の測定を行います。・イオナイザーメーカーによる貸出機の利用。機器の選定、設置のアドバイスを得ます。 ・イオナイザーによる効果が十分得られなかった事例でその後、ボウルの表面処理とメカ的な対策を行うことにより供給能力が改善された実績が多数あります。(樹脂製のワーク、ゴム製のワーク等)詳しくはお問い合わせください。関連項目・ T1.6: 静電気対策 ・ Q2.1: 既存のボウルの改造 5.ワークの付着物による・ Q3.3: ワークに付着している油で供給能力が落ちます。 ・ Q3.4: ゴミやキズが原因で供給能力が落ちます。 6.気温による影響・ Q4.4 : 朝方、駆動部の振動が弱くなる。 7. 最大積載量を超えている場合 8. Q4.5: ボウルまたはフィーダーのバランスが悪い 9. 原因がわからない ・ Q3.1: ワークの上りが悪い ・ Q7.2: 駆動部の振動がおかしい。変な音がする ・ご購入先、または弊社へお問い合わせください。 アサヒセイキ お問い合わせ先
- Q7.2 : 駆動部の振動がおかしい。変な音がします。
- A7.2: 様々な要因が考えられます。以下の状況と対処方法は1例です。関連項目もご覧ください。
- 状況
- 組み立て機械とパーツフィーダーが連動している現場でのこと。お客様からパーツフィーダーの動きがおかしいので見てほしいとの依頼を受けました。現場でパーツフィーダー周りの確認をしたところ,ネジや足のゆるみもなく特に問題はなさそうなのですが,パーツフィーダーの動きがぎこちなく,「コン,コン」と通常とは異なる音がします。
- コントローラーの蓋を開けて配線を確認すると,パーツフィーダーに供給されている200Vの電源が組み立て機械側のPLCで制御されています。他の工場でもよく見られる配線方法ですが,この配線ですと,PLC(またはワーク検知用のセンサー)が頻繁にオンオフを繰り返すたびに200Vの電源がパーツフィーダーのコントローラーにオンオフを繰り返して供給されてしまいます。
- ソレノイドバルブの制御にこのような配線をすることがありますが,上述の配線では,パーツフィーダーのコントローラーへの負荷が非常に大きいためコントローラーが異常に発熱したり,パーツフィーダーが正常に作動しなくなるなどのトラブルにつながる場合があります。そのような現場でコントローラーの回路やパーツフィーダーのトランスをショートさせる事故を度々みます。
- 対処方法
- 以下のように配線を変えていただいたところ,パーツフィーダーの不安定だった動作が安定し,異音もなくなりました。
- ・パーツフィーダーのコントローラーへの電源を工場の電源から直接取るなどして常時通電にする。
- ・リレーを使用する。リレーにより,コントローラーの運転/停止を制御する。この場合,PLC(またはセンサーアンプ)のON/OFFの信号線をパーツフィーダーのコントローラーのP1、P2端子(外部入力運転/停止信号)に接続し,リレーにより運転/停止を制御する。
- ・パーツフィーダーのコントローラーにソフトスタート機能があれば使用する。
- 関連項目・Q3.2: 駆動部の振動にムラがある・Q4.3: 駆動部の振動が弱くなった ・Q5.1: 駆動部を振動させると異音がする ・T3.5: コントローラーの周波数の設定を間違えて使用していませんか?
- Q8.1: ボウルやシュートの表面処理にはどのようなものがありますか。どのように選んだらよいでしょうか。
- A8.1: 表面処理はツーリング加工業者が条件に合ったものを提案するか,いくつか候補を挙げてその中からユーザー様に選んでいただく形が多いかもしれません。
- リンク先の表面処理早見表でご使用のボウル,シュート,ワーク,その他の条件に合った表面処理をお探しいただけます。弊社で表面処理各種お取り扱いしています。詳しくはお問合せください。
- リンク先:・表面処理早見表
- 関連項目・Q3.1: ワークの上りが悪い・アサヒセイキ お問い合わせ先